ในกระบวนการผลิตฟิล์ม PET (ฟิล์มโพลีเอสเตอร์) การตัดเป็นกระบวนการสำคัญในการเปลี่ยนม้วนฟิล์มขนาดใหญ่ให้เป็นผลิตภัณฑ์สำเร็จรูปตามข้อกำหนดเฉพาะ อย่างไรก็ตาม ผู้ปฏิบัติงานตัดฟิล์มเกือบทุกคนต้องเผชิญกับฝันร้ายที่เหมือนกัน นั่นคือ ฝุ่นละออง ไฟฟ้าสถิต และเศษฟิล์มสะสม
มันไม่ใช่แค่เรื่อง "ความสกปรก" เท่านั้น ฝุ่นและเศษวัสดุที่มากเกินไปอาจทำให้พื้นผิวของผลิตภัณฑ์ไม่เรียบ เกิดจุดขาวบนงานพิมพ์หรือการเคลือบอะลูมิเนียมในภายหลัง พื้นผิวปลายม้วนไม่เรียบ และในกรณีที่รุนแรงอาจทำให้เกิดรอยขีดข่วนบนพื้นผิวฟิล์ม ส่งผลให้เกิดของเสียจำนวนมาก
บทความนี้จะวิเคราะห์อย่างละเอียดถึงสาเหตุของการเกิดฝุ่นและไฟฟ้าสถิตในการตัดฟิล์ม PET และนำเสนอแผนการแก้ไขที่ครอบคลุม ตั้งแต่ "การกำจัดแบบพาสซีฟ" ไปจนถึง "การยับยั้งแบบแอคทีฟ"

1. เหตุใดการตัดฟิล์ม PET จึงทำให้เกิด "ฝุ่น"?
หลายคนเข้าใจผิดคิดว่าสิ่งที่ถูกตัดออกด้วยมีดกรีดนั้นคือ "ฝุ่น" แต่ในความเป็นจริงแล้วมันแบ่งออกเป็นสองประเภทหลัก ๆ ดังนี้:
1. เศษผง (ฝุ่น)นี่คืออนุภาคพลาสติกขนาดเล็กที่เกิดขึ้นจากเครื่องมือตัดเมื่อทำการตัดฟิล์ม ฟิล์ม PET มีผิวเรียบ แต่มีสารป้องกันการเกาะติด (สารเปิด) เช่น ซิลิกา และเมื่อทำการตัดตามขวาง แรงเฉือนของเครื่องมืออาจทำให้วัสดุจำนวนเล็กน้อยหลุดออกมา โดยเฉพาะอย่างยิ่งเมื่อตัดแถบแคบๆ (แผ่นกลม) ปริมาณเศษวัสดุจะเพิ่มขึ้นอย่างมาก
2. ฝุ่นละอองในสิ่งแวดล้อมฝุ่นละอองที่ลอยอยู่ในอากาศจะถูกดูดซับบนพื้นผิวของฟิล์มเนื่องจากไฟฟ้าสถิต

2. ปัญหาหลักที่พบในกระบวนการกรีด
ในกระบวนการตัดเฉือนความเร็วสูง (โดยทั่วไป 100 เมตร/นาที - 400 เมตร/นาที) มีปัญหาทางเทคนิคหลักๆ อยู่ 3 ประการ:
ปัญหาที่ 1: การรบกวนจากไฟฟ้าสถิต
ฟิล์ม PET เป็นฉนวนที่มีความต้านทานสูงมาก ในระหว่างการคลาย การม้วน และการแยกออกจากลูกกลิ้งด้วยแรงเสียดทานความเร็วสูง จะเกิดแรงดันไฟฟ้าสถิตสูงมาก (หลายพันถึงหลายหมื่นโวลต์)
• ผลที่ตามมา:ผู้ปฏิบัติงานมีความเสี่ยงต่อการถูกไฟฟ้าช็อต การดูดซับฟิล์มบนอุปกรณ์ที่ผิดปกติ การพันกันและการลื่นไถล ทำให้เกิดรอยยับ และอาจถึงขั้นทำให้เกิดไฟไหม้หรือระบบควบคุมอิเล็กทรอนิกส์ล้มเหลวได้
ปัญหาที่ 2: การยึดติดของชิป
เมื่อผลิตชิปเสร็จแล้ว ชิปเหล่านั้นจะลอยไปมา เนื่องจากแรงดูดซับของไฟฟ้าสถิต อนุภาคเหล่านี้จะยึดติดแน่นกับพื้นผิวของฟิล์ม
• ผลที่ตามมา:ในระหว่างกระบวนการหลังการผลิต (เช่น การเคลือบอะลูมิเนียม) อนุภาคเหล่านี้จะหลุดออกไปทำให้เกิด "รูพรุน" หรือรูเล็กๆ หากนำไปใช้กับฟิล์มตัวเก็บประจุ อาจส่งผลให้แรงดันไฟฟ้าพังทลายลดลง
ปัญหาที่ 3: การสะสมของฝุ่น
เศษโลหะและฝุ่นละอองจะปะปนและสะสมอยู่ในร่องของเครื่องมือ ลูกกลิ้งนำทาง และแท่นวาง การทำความสะอาดจำเป็นต้องหยุดการทำงานบ่อยครั้ง ซึ่งส่งผลกระทบอย่างร้ายแรงต่อประสิทธิภาพการผลิต
3. แนวทางแก้ไขอย่างเป็นระบบ: จาก "การกำจัด" สู่ "การป้องกัน"
เพื่อแก้ไขปัญหานี้ได้อย่างสมบูรณ์ ไม่สามารถพึ่งพาอุปกรณ์เพียงอย่างเดียวได้ แต่ต้องสร้างระบบกำจัดฝุ่นแบบแอคทีฟควบคู่ไปกับการกำจัดฝุ่นด้วยวิธีการทางกายภาพ
1. โซลูชันกำจัดไฟฟ้าสถิตที่มีประสิทธิภาพ (ขจัดปัญหาการดูดซับ)
เนื่องจากไฟฟ้าสถิตเป็นสาเหตุของการเกาะติดของฝุ่น จึงจำเป็นต้องกำจัดไฟฟ้าสถิตเสียก่อน
• อุปกรณ์กำจัดไฟฟ้าสถิตแบบแอคทีฟ (แท่งไอออน):
◦ ตำแหน่งการติดตั้ง: ต้องติดตั้งแท่งไอออนระยะไกลทันทีหลังจากคลายขดลวดและม้วนเก็บ เพื่อลดประจุไฟฟ้าสถิตที่สะสมอยู่ในขดลวดแม่เนื่องจากการเก็บรักษาเป็นเวลานาน นอกจากนี้ ต้องติดตั้งก่อนการม้วนขดลวดเพื่อป้องกันไม่ให้อากาศและฝุ่นละอองเข้าไปติดอยู่ในขดลวด
◦ ประเภทที่แนะนำสำหรับการตัดแผ่น PET ด้วยความเร็วสูง แนะนำให้ใช้แท่งไอออนแบบพัลส์ DC AC ซึ่งมีประสิทธิภาพการกระจายพลังงานสูงกว่า ไม่รู้สึกถึงแรงกระแทก และมีโอกาสเกิดประกายไฟน้อยกว่าแท่งไอออนแบบ AC ความถี่ไฟฟ้าทั่วไป
• แปรงสัมผัสไฟฟ้าสถิต (แปรงทองแดง/แปรงใยคาร์บอน):
◦ ก่อนที่ฟิล์มจะเข้าสู่แกนของเครื่องมือ จะมีการติดตั้งแปรงนำไฟฟ้าที่ต่อลงดินเพื่อดึงไฟฟ้าสถิตบางส่วนออกมาโดยตรง เพื่อเสริมการทำงานของแท่งไอออน
2. การควบคุมแหล่งที่มา: ปรับแต่งเครื่องมือตัดและร่องเครื่องมือให้เหมาะสมที่สุด
ปริมาณเศษโลหะที่เกิดขึ้นนั้นสัมพันธ์โดยตรงกับความคมของเครื่องมือและความพอดีของร่อง
• การจัดการเครื่องมือ:
◦ การอัพเกรดวัสดุใช้เม็ดมีดคาร์ไบด์ละเอียดพิเศษเพื่อรักษาความคมของคมมีดให้คงอยู่ได้นาน มีดทื่อจะดึงแทนที่จะตัด ทำให้ปริมาณเศษโลหะเพิ่มขึ้นอย่างมาก
◦ การปรับมุมปรับมุมการสอดตามความหนาของฟิล์ม เพื่อให้เกิดการ "ลื่น" มากกว่าการ "บีบ"
• การปรับแต่งการหมุนของเครื่องมือ:
◦ ร่องเกลียว:ลูกกลิ้งร่องตรงแบบดั้งเดิมมักเกิดการอุดตันจากฝุ่น ทำให้ขอบฟิล์มกระโดด การใช้ลูกกลิ้งร่องเกลียวสามารถนำเศษวัสดุให้ไหลออกไปตามเกลียวในระหว่างการหมุน ช่วยลดการสะสมของฝุ่นได้
◦ ช่องดูดซับสุญญากาศ:สำหรับฟิล์มบางพิเศษหรือข้อกำหนดด้านความสะอาดสูง สามารถใช้ลูกกลิ้งดูดฝุ่นแบบมีรูพรุนขนาดเล็กหรือร่องเชื่อมต่อเพื่อดูดเศษวัสดุขณะหมุนได้
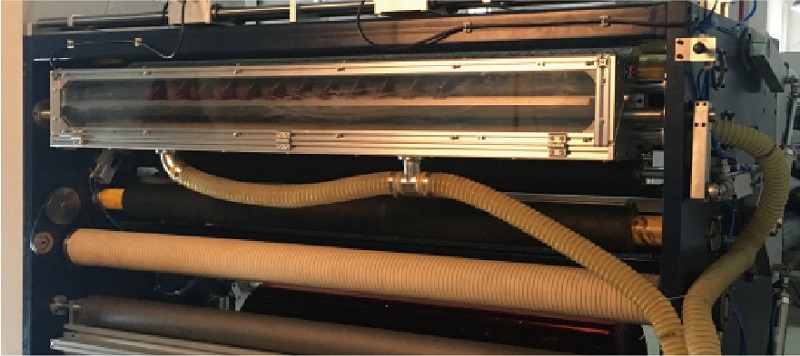
3. อาวุธหลัก: ระบบเก็บรวบรวมฝุ่นและชิปออนไลน์
นี่เป็นส่วนหนึ่งของผลกระทบที่ "มองเห็นได้" จำเป็นต้องออกแบบท่อดูดแรงดันลบให้เหมาะสมกับความกว้างของอุปกรณ์
• หัวฉีดแบบสองด้าน:
◦ ประเภทการดูด:ติดตั้งได้อย่างพอดีเหนือหัวตัดเพื่อดูดเศษวัสดุที่ลอยอยู่
◦ ระบบดูดลง/ด้านข้าง:จัดตำแหน่งจุดสัมผัสระหว่างลูกกลิ้งช่องตัดกับฟิล์มให้ตรงกัน เพื่อดูดอนุภาคที่เพิ่งเกิดขึ้นและยังไม่ถูกดูดซับกลับด้วยไฟฟ้าสถิตออกไปโดยตรง
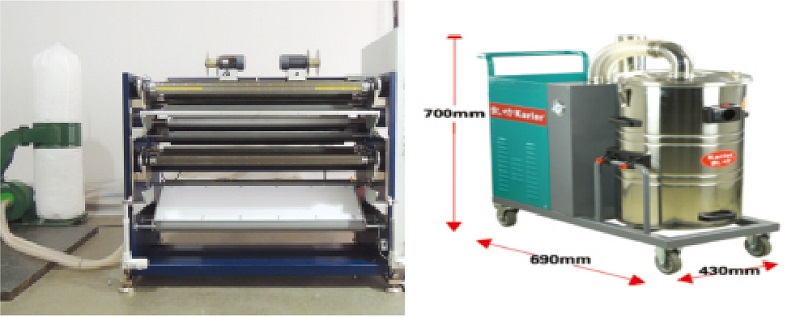
• พัดลมแรงดันสูงและระบบกรองอากาศ:
◦ ใช้พัดลมแรงดันปานกลาง/สูงเพื่อให้แน่ใจว่าช่องรับอากาศแต่ละช่องมีแรงดันลบเพียงพอ (แนะนำให้ความเร็วลมมากกว่า 25 เมตร/วินาที)
◦ ด้านท้ายรถติดตั้งกล่องเก็บฝุ่นหรือเครื่องดักฝุ่นแบบใช้ไส้กรอง เพื่อป้องกันการฟุ้งกระจายของฝุ่นเข้าสู่สภาพแวดล้อมภายในโรงงาน
4. อุปกรณ์เสริม: ลูกกลิ้งทำความสะอาดและลูกกลิ้งกำจัดฝุ่นเหนียว
สำหรับฝุ่นละอองที่กำจัดยากซึ่งยังคงหลงเหลืออยู่หลังจากดำเนินการตามขั้นตอนข้างต้นแล้ว สามารถตั้งค่าระดับสุดท้ายก่อนเข้าสู่ขดลวดได้
• หลักการลูกกลิ้งดูดฝุ่นแบบเหนียว (คล้ายกับเทปขนาดใหญ่) ที่ทำจากวัสดุโพลีเมอร์ชนิดพิเศษ จะสัมผัสกับพื้นผิวฟิล์มและดูดฝุ่นที่ตกค้างออกไปโดยอาศัยการยึดเกาะ โดยปกติจะใช้ร่วมกับลูกกลิ้งลอกฟิล์มเพื่อถ่ายโอนสิ่งสกปรกบนพื้นผิวของลูกกลิ้งดูดฝุ่นแบบเหนียวไปยังลูกกลิ้งลอกฟิล์มเพื่อให้การทำความสะอาดเป็นไปโดยอัตโนมัติ
• บันทึก: ควรควบคุมแรงกดสัมผัสเพื่อป้องกันไม่ให้ฟิล์มยืดเสียรูปหรือเป็นรอยบุ๋ม

4. ตัวอย่างแผนผังโครงการ (กระบวนการที่แนะนำ)
เพื่อให้เข้าใจแผนผังได้ง่ายขึ้น เครื่องตัดฟิล์ม PET ความแม่นยำสูงทั่วไปควรมีโครงสร้างดังต่อไปนี้:
1. หน่วยคลายม้วน:ติดตั้งแท่งไอออนพลังสูง + แปรงป้องกันไฟฟ้าสถิตแบบสัมผัส
2. จุดกำจัดฝุ่นจุดแรก (กำจัดฝุ่นหยาบ):ก่อนเข้าสู่ลูกกลิ้งนำทางตัวแรก ให้ติดตั้งท่อดูดฝุ่นเพื่อดูดฝุ่นที่เกิดจากการคลายม้วนส่วนใหญ่
3. หน่วยตัดแบ่ง (พื้นที่หลัก):
◦ ด้านหน้าและด้านหลังของที่ยึดเครื่องมือมีช่องดูดด้านข้าง
◦ อุปกรณ์กวาดแปรง + ช่องดูดฝุ่นด้านล่าง ติดตั้งอยู่ที่ด้านล่างของลูกกลิ้งร่อง
4. การแผ่ราบและการลำเลียง:ติดตั้งแท่งไอออนเพื่อป้องกันฝุ่นละอองจากการเสียดสีรองของฟิล์มที่เกิดจากลูกกลิ้งดูดซับไฟฟ้าสถิต
5. ขั้นตอนการทำความสะอาดขั้นสุดท้าย (ก่อนการม้วนสายกลับ):
◦ ติดตั้งลูกกลิ้งดูดฝุ่นแบบเหนียว 2 ตัว (แบบสัมผัสขึ้น/ลง)
◦ ติดตั้งแท่งไอออนอีกครั้งเพื่อกำจัดไฟฟ้าสถิตอย่างสมบูรณ์และตรวจสอบให้แน่ใจว่าขดลวดเรียบร้อยดี

5. บทสรุป
ในด้านบรรจุภัณฑ์ฟิล์ม จอแสดงผลโฟโตอิเล็กทริก หรือวัสดุพลังงานใหม่ ความสะอาดได้กลายเป็นตัวบ่งชี้สำคัญของคุณภาพผลิตภัณฑ์ เมื่อเผชิญกับปัญหา "ฝุ่นมากเกินไป" การทำความสะอาดแบบง่ายๆ เป็นเพียงการแก้ไขอาการมากกว่าสาเหตุที่แท้จริง
โซลูชันการตัดฟิล์ม PET ที่ประสบความสำเร็จต้องปฏิบัติตามหลักการ "ทำให้เป็นกลางก่อน จากนั้นดูดซับ และสุดท้ายเก็บรวบรวม"
• การกำจัดไฟฟ้าสถิตเป็นหลักการทางกายภาพในการแก้ปัญหาการดูดซับฝุ่น
• เครื่องมือที่ได้รับการปรับปรุงให้เหมาะสม ช่วยลดการเกิดฝุ่นละอองตั้งแต่ต้นทาง
• การดูดซับด้วยระบบสุญญากาศเป็นวิธีการทางกายภาพในการกำจัดเศษฝุ่นและสิ่งสกปรก
ด้วยการจัดการอย่างครอบคลุมตามที่กล่าวมาข้างต้น ไม่เพียงแต่จะสามารถปรับปรุงความสะอาดของโรงงานตัดแผ่นโลหะให้ดีขึ้นเท่านั้น แต่ยังช่วยเพิ่มผลผลิตและลดข้อร้องเรียนจากลูกค้าได้อย่างมีประสิทธิภาพอีกด้วย หากปัจจุบันเครื่องตัดแผ่นโลหะของคุณใช้วิธีการเช็ดใบมีดด้วยผ้าขี้ริ้วหรือปล่อยให้ฝุ่นฟุ้งกระจาย ก็ถึงเวลาพิจารณาอัปเกรดระบบเก็บฝุ่นแล้ว


 ฟิล์มพลังงานใหม่ MPET Slitter
ฟิล์มพลังงานใหม่ MPET Slitter เทปแก้ไขแบบตัด CTS-550-M
เทปแก้ไขแบบตัด CTS-550-M เครื่องตัดฟิล์ม PET RSDS7H 1350 PLUS
เครื่องตัดฟิล์ม PET RSDS7H 1350 PLUS เครื่องตัดเทปแก้ไข CTS-570-A
เครื่องตัดเทปแก้ไข CTS-570-A เครื่องตัดฟิล์ม PET (RSDS7H) 1350
เครื่องตัดฟิล์ม PET (RSDS7H) 1350





