แบตเตอรี่ลิเธียมไอออนคือหัวใจสำคัญของยุคพลังงานใหม่ในปัจจุบัน และประสิทธิภาพของแผ่นแยกมีความสัมพันธ์โดยตรงกับความปลอดภัย ความหนาแน่นของพลังงาน และอายุการใช้งานของแบตเตอรี่ การผลิตแผ่นแยกเป็นกระบวนการที่มีความแม่นยำสูงมาก โดยการตัดเป็นกระบวนการสำคัญในการกรีดฟิล์มดิบขนาดใหญ่ให้เป็นขดลวดที่มีความกว้างเฉพาะ และข้อกำหนดด้านความแม่นยำก็อยู่ในระดับ ±1 ไมโครเมตร (ไมครอน) ซึ่งเกือบจะเรียกได้ว่าเป็นระดับสูงสุด ความสำเร็จนี้เกิดขึ้นได้จากวิศวกรรมระบบที่ผสมผสานวิศวกรรมเครื่องกล วิทยาศาสตร์วัสดุ ระบบควบคุมอัตโนมัติ และเทคโนโลยีการตรวจจับเข้าด้วยกัน
1. เหตุใดการตัดแยกแบตเตอรี่ลิเธียมจึงต้องมีความแม่นยำสูงมาก?
การเข้าใจ "เหตุผล" เป็นสิ่งจำเป็นสำหรับการเข้าใจ "วิธีการ" ความแม่นยำ ± 1μm ไม่ได้ไร้เหตุผล แต่ถูกกำหนดโดยฟังก์ชันของตัวแยกและกระบวนการผลิตแบตเตอรี่:
1. การรับประกันความปลอดภัยของแบตเตอรี่: หน้าที่หลักของตัวแยกคือการแยกขั้วบวกและขั้วลบเพื่อป้องกันการลัดวงจร ขณะเดียวกันก็ปิดรูเพื่อป้องกันกระแสไฟฟ้าเมื่อเกิดความร้อนสูงเกินไป เศษผง ฝุ่น หรือรอยตำหนิที่ขอบที่เกิดขึ้นระหว่างกระบวนการตัดสามารถเจาะไดอะแฟรม ทำให้เกิดการลัดวงจรขนาดเล็กและอาจทำให้เกิดความร้อนสูงเกินในระหว่างการชาร์จและการคายประจุแบตเตอรี่ ซึ่งก่อให้เกิดอันตรายร้ายแรงต่อความปลอดภัย
2. ปรับปรุงความหนาแน่นของพลังงานแบตเตอรี่: ในเซลล์แบบพันหรือแบบแผ่น ความกว้างของแผ่นแยกต้องสอดคล้องกับแผ่นอิเล็กโทรดบวกและลบอย่างมาก ไดอะแฟรมที่กว้างเกินไปจะทำให้เปลืองพื้นที่และลดความหนาแน่นของพลังงาน ไดอะแฟรมที่แคบเกินไปไม่สามารถแยกขั้วบวกและลบได้อย่างสมบูรณ์ ส่งผลให้เกิดไฟฟ้าลัดวงจรที่ขอบ ความแม่นยำ ± 1 ไมโครเมตร เป็นข้อกำหนดเบื้องต้นเพื่อเพิ่มประสิทธิภาพการใช้พื้นที่ภายในแบตเตอรี่ให้สูงสุด
3. พบกับการประกอบอัตโนมัติความเร็วสูง: สายการผลิตแบตเตอรี่สมัยใหม่ทำงานต่อเนื่องด้วยความเร็วสูง ลูกกลิ้งไดอะแฟรมสำหรับตัดต้องมีความเรียบร้อยในการม้วนสูงมาก (เช่น "มิเตอร์กรอ") มิฉะนั้น ปัญหาต่างๆ เช่น การแก้ไขข้อบกพร่องและการแตกหักของสายพาน มักจะเกิดขึ้นกับเครื่องม้วนอัตโนมัติรุ่นถัดไป ซึ่งจะส่งผลกระทบอย่างรุนแรงต่อประสิทธิภาพการผลิตและอัตราผลผลิต

2. อุปสรรคทางเทคนิคหลักและวิธีแก้ปัญหาเพื่อให้ได้ความแม่นยำในการตัด ± 1μm
เพื่อให้บรรลุความแม่นยำสูงสุดนี้ จำเป็นต้องเอาชนะอุปสรรคหลัก 5 ประการต่อไปนี้ และต้องนำเสนอโซลูชันที่ดีที่สุดที่สอดคล้องกัน:
อุปสรรคที่ 1: ระบบควบคุมแรงตึงที่มีเสถียรภาพสูง
กระบวนการตัดเป็นกระบวนการพลวัตของการคลาย ดึง ตัด และม้วน ความผันผวนของแรงดึงเพียงเล็กน้อยอาจทำให้สายพานฟิล์มสั่นและเกิดการเสียรูปจากแรงดึง ซึ่งส่งผลเสียต่อความแม่นยำในการตัดโดยตรง
•สารละลาย:
◦ การควบคุมความตึงของเซอร์โวแบบวงปิดเต็มรูปแบบ: ใช้มอเตอร์เซอร์โวที่มีการตอบสนองสูงในการขับเคลื่อนลูกกลิ้งโดยตรง แทนที่คลัตช์/เบรกผงแม่เหล็กแบบเดิม ระบบจะตรวจจับความตึงจริงแบบเรียลไทม์ผ่านเซ็นเซอร์วัดความตึง เปรียบเทียบกับค่าที่ตั้งไว้ และปรับแรงบิดเอาต์พุตของเซอร์โวมอเตอร์ทันทีผ่านอัลกอริทึม PID เพื่อปรับความตึงอย่างละเอียดในระดับมิลลินิวตัน (mN)
◦ การควบคุมโซนความตึงแบบหลายขั้นตอน: แบ่งเส้นทางการตัดทั้งหมดออกเป็นโซนควบคุมความตึงอิสระหลายโซน เช่น โซนคลายม้วน โซนดึง โซนตัด และโซนม้วน "ลูกกลิ้งลอย" หรือ "ลูกกลิ้งเต้นระบำ" ถูกใช้เป็นเบาะรองรับและเซ็นเซอร์ระหว่างโซนต่างๆ เพื่อให้เกิดการเปลี่ยนผ่านที่ราบรื่นและการแยกความตึงออกจากกัน เพื่อหลีกเลี่ยงการรบกวนซึ่งกันและกัน
◦ การควบคุมความตึงแบบเรียว: เมื่อขดลวดมีขนาดใหญ่ขึ้น การรักษาความตึงให้คงที่จะทำให้ฟิล์มด้านในถูกบีบและเสียรูป ระบบจะต้องลดความตึงโดยอัตโนมัติตามความโค้งเฉพาะ (เรียว) ตามการเปลี่ยนแปลงของเส้นผ่านศูนย์กลางขดลวด เพื่อให้แน่ใจว่าความตึงของขดลวดสม่ำเสมอและขจัดปัญหา "หัวใจกะหล่ำปลี"

อุปสรรคที่ 2: ระบบนำทางแบบไดนามิกระดับนาโน (EPC)
เทปจะทำให้เกิดการเบี่ยงเบนในระดับไมครอนอย่างหลีกเลี่ยงไม่ได้ในระหว่างการทำงานความเร็วสูง และจะต้องได้รับการแก้ไขแบบเรียลไทม์
•สารละลาย:
◦ เซ็นเซอร์ความแม่นยำสูง: ใช้กล้องสแกนเส้น CCD (อุปกรณ์ชาร์จคัปเปิล) หรือเซ็นเซอร์สแกนเลเซอร์ ความแม่นยำในการตรวจจับสูงถึง ±0.1μm สามารถบันทึกตำแหน่งของขอบเทปหรือสายไฟแบบเรียลไทม์
◦ ตัวกระตุ้นความเร็วสูงและความแม่นยำสูง: เซ็นเซอร์จะส่งสัญญาณตำแหน่งไปยังตัวควบคุม ซึ่งจะขับเคลื่อนมอเตอร์เชิงเส้นหรือกลไกแก้ไขที่ขับเคลื่อนด้วยเซรามิกเพียโซอิเล็กทริกทันที มอเตอร์เชิงเส้นมีความเร็วในการตอบสนองที่รวดเร็วและความแม่นยำในการกำหนดตำแหน่งสูง และสามารถปรับได้ในระดับไมครอนเป็นมิลลิวินาที ทำให้มั่นใจได้ว่าเทปจะเคลื่อนที่ตามเส้นทางสัมบูรณ์ที่ตั้งไว้ล่วงหน้าเสมอ
Barrier 3: ระบบเครื่องมือตัดที่มีความแม่นยำสูง
เครื่องมือคือชิ้นส่วนที่ทำการผ่าโดยตรง และสภาพของเครื่องมือจะเป็นตัวกำหนดคุณภาพของการตัด
•สารละลาย:
◦ การออกแบบและวัสดุเครื่องมือ: ใช้วิธีการกรีดด้วยใบมีดวงกลม หัวตัดด้านบนและด้านล่างทำจากเหล็กกล้าอัลลอยด์ความแข็งสูงที่ผ่านการเจียรอย่างแม่นยำสูงหรือวัสดุเซรามิก ความคม ความกลม และความตรงของคมตัดต้องอยู่ในระดับไมครอน ต้องควบคุมการกระโดดของปลายและรัศมีของเครื่องมืออย่างเคร่งครัดภายใน 1 ไมโครเมตร
◦ การควบคุมการเข้าจับเครื่องมือ: พารามิเตอร์หลักคือความเหลื่อมซ้อนและช่องว่างของใบมีดด้านบนและด้านล่าง ด้วยมอเตอร์เซอร์โวความแม่นยำสูงและระบบควบคุมแบบวงปิด ทำให้สามารถปรับและล็อกพารามิเตอร์ทั้งสองนี้แบบออนไลน์ได้ในระดับไมครอน เพื่อให้เหมาะกับความหนาและวัสดุของไดอะแฟรมที่แตกต่างกัน ทำให้เกิดการตัดที่ "สะอาดและเรียบร้อย" แทนการ "ฉีก" หรือ "บีบ" ช่วยลดการเกิดเสี้ยนและฝุ่นจากแหล่งกำเนิด
◦ การตรวจสอบและทำความสะอาดมีดแบบออนไลน์: ระบบตรวจสอบขอบมีดแบบมองเห็นแบบบูรณาการและอุปกรณ์ดูดสูญญากาศเพื่อตรวจสอบสถานะขอบมีดแบบเรียลไทม์และกำจัดเศษซากที่เกิดขึ้น

อุปสรรคที่ 4: การลดการสั่นสะเทือนรอบด้านและการจัดการความร้อน
แรงสั่นสะเทือนจากตัวเครื่องและความผันผวนของอุณหภูมิโดยรอบเป็นตัวทำลายความแม่นยำ
•สารละลาย:
◦ การปรับปรุงโครงสร้างเชิงกล: ฐานและโครงเหล็กหล่อที่มีความแข็งแรงสูงช่วยดูดซับแรงสั่นสะเทือนและรักษาเสถียรภาพทางความร้อนได้ดี ลูกกลิ้งสำคัญต้องได้รับการปรับสมดุลแบบไดนามิก (G1.0 หรือสูงกว่า) เพื่อให้มั่นใจว่ามีการสั่นสะเทือนน้อยที่สุดที่ความเร็วสูง
◦ การควบคุมการขยายตัวเนื่องจากความร้อน: ชุดขับเคลื่อน ตลับลูกปืน และแหล่งความร้อนอื่นๆ รวมถึงโครงหลักถูกแยกความร้อนออกจากกัน ระบบระบายความร้อนอุณหภูมิคงที่ถูกติดตั้งในชิ้นส่วนที่ต้องการความแม่นยำสูงมาก (เช่น ที่จับเครื่องมือ) เพื่อควบคุมความผันผวนของอุณหภูมิภายใน ±0.5°C เพื่อหลีกเลี่ยงการเกิดดริฟท์ที่แม่นยำซึ่งเกิดจากการขยายตัวและหดตัวเนื่องจากความร้อน
◦ การแยกสิ่งแวดล้อม: เครื่องตัดไฮเอนด์ได้รับการติดตั้งในโรงงานสะอาดที่มีอุณหภูมิและความชื้นคงที่ และมีแพลตฟอร์มแยกการสั่นสะเทือนแบบลอยลมเพื่อแยกการรบกวนสิ่งแวดล้อมภายนอกอย่างสมบูรณ์
อุปสรรคที่ 5: ระบบควบคุมแบบบูรณาการอัจฉริยะ
ระบบย่อยทั้งหมดเหล่านี้ไม่ทำงานแยกกันและต้องใช้ "สมอง" ที่มีประสิทธิภาพในการทำงานร่วมกัน
•สารละลาย:
◦ แพลตฟอร์มแบบบูรณาการ: นำระบบควบคุมแบบบูรณาการที่ใช้พีซีหรือ PLC ประสิทธิภาพสูงมาใช้ เชื่อมต่อไดรฟ์เซอร์โว เซ็นเซอร์ และแอคชูเอเตอร์ทั้งหมดผ่านบัสอีเทอร์เน็ตอุตสาหกรรมความเร็วสูง เช่น EtherCAT เพื่อให้เกิดการซิงโครไนซ์ข้อมูลในระดับนาโนวินาทีและการออกคำสั่งด้วยความเร็วสูง
◦ อัลกอริทึมขั้นสูง: ระบบควบคุมมีกลยุทธ์การควบคุมขั้นสูงในตัว เช่น อัลกอริทึมการปรับตัว การชดเชยฟีดฟอร์เวิร์ด และเครื่องสังเกตการณ์การรบกวน ซึ่งสามารถคาดการณ์และชดเชยการรบกวนที่อาจเกิดขึ้นได้ต่างๆ เช่น การเปลี่ยนแปลงคุณสมบัติของวัสดุและการกระโดดความเร็ว
◦ ฝาแฝดทางดิจิทัลและการวิเคราะห์ข้อมูลขนาดใหญ่: โดยการรวบรวมและวิเคราะห์ข้อมูลการทำงานของอุปกรณ์ พารามิเตอร์ของกระบวนการ และคุณภาพการตัดแบบเรียลไทม์ จึงสร้างแบบจำลองดิจิทัลขึ้นมาเพื่อเพิ่มประสิทธิภาพพารามิเตอร์ของกระบวนการ การบำรุงรักษาเชิงคาดการณ์ และการติดตามคุณภาพ และปรับปรุงเสถียรภาพและผลผลิตของกระบวนการตัดอย่างต่อเนื่อง
3. สรุป: ความแม่นยำคือศักยภาพสูงสุดของระบบ
เพื่อให้ได้ความแม่นยำในการตัดที่ 1μm ± ตัวแยกแบตเตอรี่ลิเธียม ตัวเครื่องไม่ได้อาศัยการพัฒนา "เทคโนโลยีดำ" เพียงจุดเดียว แต่อาศัยการผสานรวมและระบบขั้นสูงของการออกแบบเชิงกลที่แม่นยำ เทคโนโลยีการตรวจจับที่ล้ำสมัย เซอร์โวไดรฟ์ความเร็วสูง อัลกอริทึมการควบคุมขั้นสูง และการจัดการด้านสิ่งแวดล้อมที่เข้มงวด นับเป็นระดับสูงสุดทางเทคนิคของประเทศในด้านอุปกรณ์ CNC ระดับไฮเอนด์
การพัฒนาในระดับจุลภาคทุกครั้งล้วนเป็นความท้าทายต่อขีดจำกัดของฟิสิกส์พื้นฐาน วิทยาศาสตร์วัสดุ และวิศวกรรมศาสตร์ และเบื้องหลังความสำเร็จนั้นคือการทำซ้ำ การแก้จุดบกพร่อง และนวัตกรรมนับไม่ถ้วน การแสวงหาความแม่นยำขั้นสูงสุดอย่างไม่หยุดยั้งนี้เองที่เป็นรากฐานที่มั่นคงสำหรับการผลิตแบตเตอรี่ลิเธียมประสิทธิภาพสูงขนาดใหญ่ที่มีความปลอดภัยสูง และต้นทุนต่ำ ซึ่งท้ายที่สุดแล้วจะช่วยส่งเสริมการพัฒนาอย่างแข็งขันของอุตสาหกรรมพลังงานใหม่ทั้งหมด


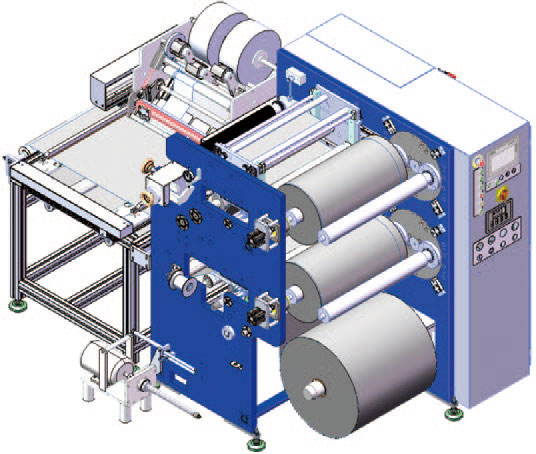
 เครื่องตัดฟิล์ม MOP พลังงานใหม่
เครื่องตัดฟิล์ม MOP พลังงานใหม่ เครื่องตัดแผ่นทองแดง (RSDS7H) 1350
เครื่องตัดแผ่นทองแดง (RSDS7H) 1350 เครื่องตัดฟอยล์ทองแดง RSDS7H 1350 PLUS
เครื่องตัดฟอยล์ทองแดง RSDS7H 1350 PLUS





